The Volvo VNL Truck was launched in 2024 with almost a fully redesigned platform. It was a “clean-sheet” truck architecture.
This launch introduced an energy-efficient platform that reduces fuel consumption by up to 10% and significantly improves safety for the North American market.
The new platform will serve as the basis for a range of new models in the coming years, utilizing the company’s broad palette of electric and renewable-fuel technologies and efficient combustion engines.
The P6700 M2 program is the industrialization phase for the platform and includes final design validation and manufacturing ramp-up at Volvo Trucks North America’s state-of-the-art plant in Dublin, Virginia.

Volvo Trucks are known for their customization, with dramatically different build content between models. This flexibility is a strong market advantage, but it introduces operational challenges across production planning, supply chain management, and quality control.
Tier 1 Supplier Challenge. A Global Tier 1 supplier was challenged to manufacture over 40 structural parts for Volvo’s new platform, each with projection-welded fasteners on multiple planes, at relatively low volumes.
They contacted CenterLine because traditional methods of welding fasteners to low-volume structural parts are a labor-intensive manual process. They knew that flexible automation was the only way to remain competitive in manufacturing these many parts while maintaining quality control.
Project highlights include:
- More than 40 structural parts
- Projection-welded fasteners on multiple planes
- Flexible robotic automation for low-volume parts
- Vision inspection station with date-code marking
- One operator overseeing the automation process
The Solution. To address these challenges, CenterLine worked with the Tier 1 Supplier to design and build a flexible robotic automation solution. The process begins with the operator manually placing the workpieces on a flat surface, using pins to move them into the cell and friction to orient them for robotic picking.
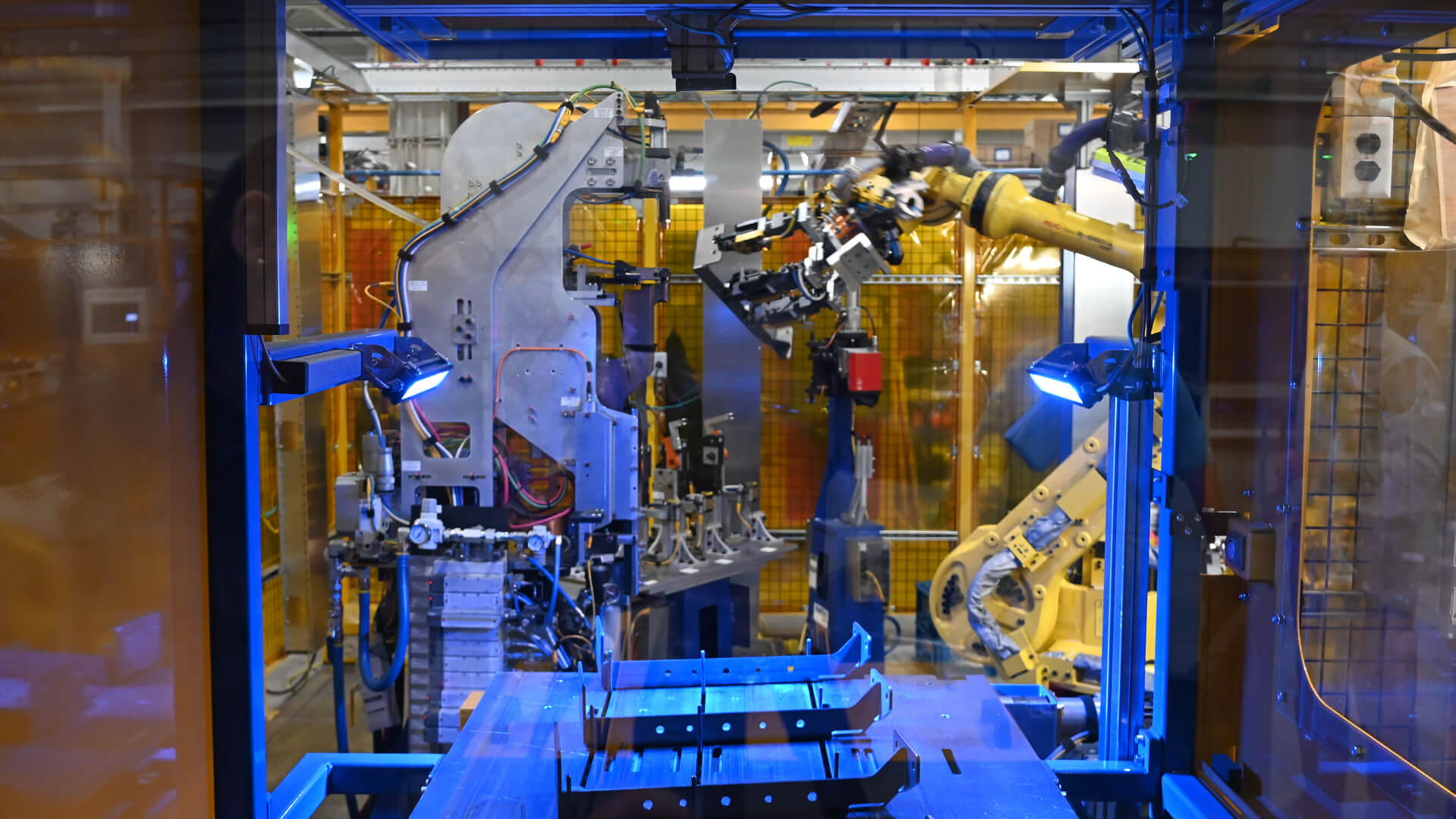
The workpieces then pass through an inverted projection-welding gun equipped with integrated compliance. This ensures the robot can locate the workpiece hole while the fastener is fed in an inverted orientation, saving up to 1.5 seconds per fastener. Each fastener weld is monitored and only proceeds if the process parameters remain within the tolerance band.
Geometric Dimensioning and Tolerancing (GD&T) variations can occur if the workpiece is not gripped on the datum surface. To ensure balanced force between the upper and lower electrodes and provide quality control, equalization was added to the inverted projection weld gun. Some workpieces require a re-grip fixture for the robot to grip a different surface.

The material-handling robot presents each workpiece to a vision inspection station, and only those that pass are marked with a date code.
Only one operator is required to oversee the entire automation process, which gives the operator enough time and availability to load the workpieces onto the buffer and to unload and pack the finished parts. Only vision-inspected workpieces exit the cell; suspect parts are quarantined within the cell.
Flexible Automation Provides Manufacturers with a Competitive Advantage. The customer is successful when flexible robotic automation is operator-friendly and has integrated diagnostics that are easy to troubleshoot and repair.
Learn more about CenterLine’s High Speed Fastener Solution (HSFS™) that delivers production process optimization, workforce efficiency, and risk mitigation, helping manufacturers stay competitive in an increasingly complex and demanding supply chain.
Contact CenterLine
CenterLine’s Birmingham, Alabama, facility provides local support, training, and service with experienced technicians in flexible robotic automation solutions.


